Aerospace paint booths or paint hangars are quite different than any other type of paint booth. Temperature, humidity, and exposure to compounds in certain aerospace coatings must be tightly controlled. One of the most significant and notable difference is the variety of shapes and sizes of paint booths used for aerospace coatings. Some may be small, medium, or even large rooms dedicated to painting aircraft parts or entire aircraft.


Reducing a large paint booth or paint hanger’s interior volume is crucial. The interior of an aircraft paint booth should conform to the shape and size of the aircraft being painted inside. This accommodation allows the overall needed air volume and size of the air handlers to be reduced. These reductions make the equipment more energy-efficient and affordable. Another option commonly employed to reduce the size of the air makeups required is to install recirculation fans that allow the booth to operate with full-time recirculation.
Designing and installing a custom aerospace paint booth specifically for the aircraft types being serviced will provide better operational control. Workspaces will be more efficient as hoses, reels, electric, air, and water can be installed closer to where they will be needed. Curtains can be used as dividers to isolate the aerospace spray area or make several areas for prepping parts, substrates, or spraying aircraft coatings.
Another design option is to construct a free-standing paint booth or hanger insert that fits inside a new or existing aircraft hangar. The existing hangar does not need to be completely re-outfitted with explosion-proof fixtures and materials rated class 1 division 1 since the existing hangar is not a spray space. The spray area is contained inside the paint booth, and the rest of the existing hangar can be left as is. It can be used as normal space or for other operations needed in a corrosion control aircraft hangar.
When spraying aerospace coatings on large aircraft inside a paint booth or aircraft painting hangar, the size becomes a significant analysis point by engineers. When conditioning air, it is crucial to understand precisely how much energy is used to achieve near-perfect air conditions. These exact standards are usually imposed by the aerospace coating manufacturer to ensure the coating’s proper performance. Many aerospace paint booths require a close monitoring and control of heating, cooling, humidification, and dehumidification to get the air inside the paint booth or aircraft paint hangar to the specifications needed. Incorrect climate conditions can compromise the coating’s integrity, including resistance against harsh temperatures, extreme weather, aggressive chemicals, corrosion exposure, and cleaning materials. In certain applications the stealth characteristics of certain coatings can be compromised if it is not applied in the correct conditions.

Many aircraft coatings contain hazardous elements, such as hexavalent chromium and cadmium, that require more advanced filtration methods than standard paints to adhere to emissions standards and regulations. The National Emission Standards for Hazardous Air Pollutants, or NESHAP, dictates that filtration must meet minimum efficiency requirements to be allowed to operate with these coatings. Method 319 is a test that uses potassium chloride and oleic acid to simulate chromate paint overspray and ensure filtration is up to code. Our NESHAP filter arrays consist of multiple filtration stages to meet industry standards and can be condensed or expanded into separate chambers to allow pressure readings between each filter section. Granular Carbon filtration can also help neutralize certain elements found in the chemistry of aerospace coatings and materials where facility output of pollutants is tracked by local governments. A MACT (Maximum Achievable Control Technology) standard is a control level to reduce hazardous air pollutant emissions that is often referred to when discussing aerospace coatings. Put simply, a MACT is a NESHAP standard that is based on the Maximum Achievable Control Technology for a particular source.

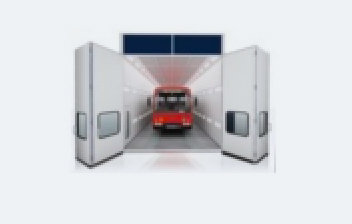
Conditioning the amount of air needed for large booths can be challenging due to temperature, humidity, and speed requirements. Additionally, the aircraft’s shape can affect the air flow pattern and, if not addressed, can result in unfavorable spraying conditions. Due to aircraft bodies’ aerodynamics, a crossflow setup is highly recommended when designing a painting and refinishing space. By introducing the air at the front of the aircraft, the current can travel smoothly along the aircraft’s body towards the rear of the booth and be exhausted efficiently. This mimics the airflow across the aircraft when it flies. By keeping the air flow moving freely, overspray is more effectively carried to the filters, and operations run more efficiently.
Getting air to flow correctly is imperative., but so is air velocity. Air velocity specifications for paint booths are determined by entities like OSHA, NFPA, EPA and the end user requirements.. In order to get the appropriate air velocity (usually measured in linear feet per minute or LFM) larger booths can use full-time recirculation to increase the volume of air moving through a cabin without having to increase the Air Makeup Unit size or quantity to accommodate the air volume requirements. Appropriately sized recirculation fans when paired with safeties like LEL monitors, CO monitors and VOC monitors can allow a large booth to operate effectively and much more efficiently than the typical pass through system that requires 100% air makeup. On a large aircraft paint booth or aircraft maintenance hangar, reclaiming treated air can save thousands of dollars per month. There is no need to exhaust all of the used air and draw in fresh every cycle. The bigger the aerospace painting application, the more the user will save with recirculation. When dealing the large volumes of air required by a hangar booth, the cost savings can be exponential for the customer when viewed in terms of up front savings combined with lower long-term operating costs.
Architects and engineers that design an aerospace paint facility need electrical and overall energy load calculations. Accudraft’s engineers routinely assist in developing design specifications for architects and engineering firms that are hired to design aircraft MRO and Corrosion Control facilities for aerospace companies and the military alike.

Air quality is very important for the safety of the operators in a paint booth as well as the overall safety of the system and people around the operation. In addition to standard safeties found on all paint booths, there are some advanced safeties that are commonly found on booths where aerospace coatings are applied and especially when there is a full-time recirculation system in place.
The LEL (Lower Explosive Limit) is the lowest concentration of a gas or vapor that will burn in air (less than 5% by volume for most gasses) and must be monitored using a device that measures hazardous levels of combustible gas or solvent vapor in the air.
While LEL is maybe the most common safety considered in aerospace coating applications, VOCs (Volatile Organic Compounds) and CO (Carbon Monoxide) are also extremely important to monitor during full-time recirculation. Both of these pollutants can pose substantial risk to the operator if not kept below safe levels.

The control system for a paint booth that utilizes advanced safeties, advanced filtration and precise control of the spray area has to be robust enough to withstand life in a paint shop and advanced enough to deliver repeatability in the conditions and performance of the booth. Generally the control system is designed for a particular booth to achieve the required specifications. Some specifications deal with the safeties, air flow, climate and other items that are characteristics of the booth but there are some other features that may be required of the controls such as data logging/reporting, BMS integration and interaction with the building fire alarms or other building safeties. The control systems used for these advanced booths are wide ranging in their particular configurations but they all have some common features.
The HMI (Human Machine Interface) is the point of interaction for the operator to “tell” the control system what it should do and also the place where the paint booth displays data about conditions, alarm status and other information that the operator needs. While smaller booths generally have one HMI, it is not uncommon for larger booths to have multiple HMIs spread along the outside for convenience and even HMIs at the air makeup units for maintenance technicians to use when diagnosing problems.
PLCs (Programmable Logic Controllers) are essentially computers that can be custom configured to allow the paint booth to operate as required. A PLC control setup allows the manufacturer to control what features the operator has access to, what information they can see at the HMI, alarm thresholds and all of the logic that keeps the booth operating at the correct conditions. The logic programmed into the PLC ultimately controls air volume (possibly varying air volume in different modes), percentage of recirculation, temperature, humidity, operational sequencing for alarm conditions.
Variable Frequency Drives (VFDs) allow the motors to be run at different speeds to maintain correct air flow in varying modes, overcome filter degradation, maintain the correct percentage of recirculated air versus fresh air and exhaust air as well as allowing for a much more energy efficient stopping and starting of motors/fans. The VFD or VFDs receive a signal from the PLC that dictates the time to start as well as what speed they should be operating at. Once the VFD has the signal it varies the voltage and frequency sent to the motor to achieve the correct result.
Placed all over the booth are sensors and safeties that monitor the actual conditions of the space and process. These items are constantly sending information to the PLC where it is processed and analyzed so the correct adjustments can be made to keep the system operating within specifications. The exact type and number of sensors or safeties will vary by application but the following is a list of the most common: cabin temperature, cabin humidity, high temperature limit safety, LEL monitor, VOC monitor, door switches, pressure sensors/switches, intake air temperature at amu and amu discharge air temperature.
On large and small paint booth applications, the controls of the paint booth are occasionally tied into the Building Management System (BMS). The BMS as a whole can control/monitor all aspects of a buildings operating conditions: lighting, pumps, hvac, security, fire alarms hot water plants, and cold water plants. Depending on the level of dependency required by the facility, the BMS connection for the paint booth can simply monitor the conditions at the booth but the most advanced systems can record data from the booth during processes and even control the operation of the paint booths or individual motors. Tying the paint booth control into a BMS system can be done for a number of reasons including safety, energy usage tracking, security and quality control but no matter the reason why, the integration of the paint booth controls to the BMS requires close coordination between the customer’s facilities team and our engineering group to make sure the appropriate provisions are made to accomplish the mission.